{kind=link}
{kind=link}
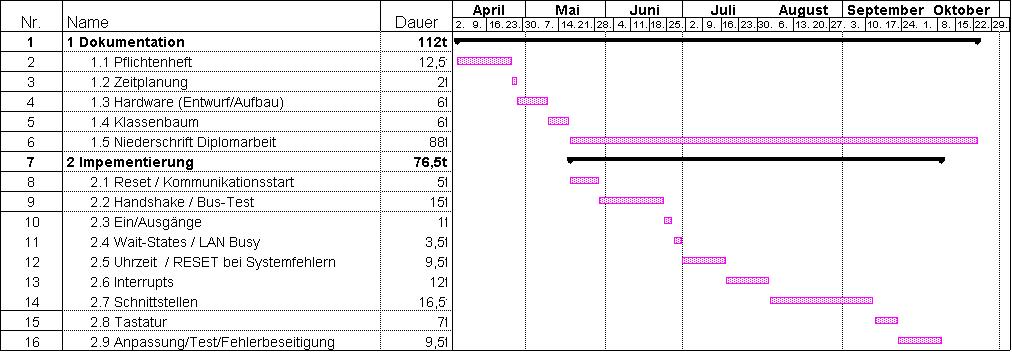
Abbildung 1: Geplanter Projektverlauf
Bei meinem Studium an der Technischen Informatik an der Fachhochschule Albstadt-Sigmaringen habe ich mich für die Vertiefungsrichtung Microcomputertechnik entschieden. Auf den nachfolgenden Seiten möchte ich meine Diplomarbeit vorstellen. Sie trägt den Titel:
Entwicklung und Realisierung von Prüfalgorithmen zur Endkontrolle von Rechnerbaugruppen
und wurde von mir im 9. Semester bei der Firma effeff Fritz Fuss GmbH & Co KGaA in Albstadt
durchgeführt. Bei der Durchführung der Arbeit mußte sowohl Hard- als auch Software entwickelt
werden, um eine neu entwickelte Rechnerkarte in einem bereits bestehenden Testumfeld überprüfen
zu können.
Nach 1,5 Monaten Einarbeitung und Analyse der Gegebenheiten vor Ort meldete ich die Arbeit an
1. April 1995 an. Die Bearbeitung des Projektes erfolgte in enger Zusammenarbeit mit der
Abteilung Prüfgerätebau, welche die Geräte zur Endkontrolle herstellt und wartet. Nach erfolgtem
Feldtest wurde das Prüfgerät Ende Oktober in Betrieb genommen, meine Diplomarbeit habe ich
nach einmonatiger Verlängerung am 4. Dezember 1995 abgegeben. Die theoretische und
praktische Vorstellung der Arbeit fand am 30. November in der Fachhochschule statt.
Erstbetreuer meiner Arbeit war Herr Prof. Dr.-Ing. Martin Rieger von der
FH Albstadt-Sigmaringen, Zweitbetreuer Herr Dipl.-Ing. Harald Sauter von der Firma effeff Fritz Fuss GmbH & Co. KGaA.
Während meiner Diplomandenzeit bekam ich von der Firma 800.- DM Ausbildungsvergütung pro
Monat zuzüglich 50.- DM Fahrtkostenentschädigung.
Teile der Arbeit sind unter den nachfolgenden Menüpunkten abrufbar:
Einleitung
1.1. Ausgangssituation und Aufgabenstellung
1.2. Vorgehensweise und Strukturierung
1.3 Zeitplan
Kommunikation mit der Testumgebung
3.1. Beschreibung des BETA-Testers
3.1.1. Aufbau des BETA-Testers im Überblick
3.2. Entwicklung des Kommunikationsprotokolls
3.2.1. Ablauf der Kommunikation
3.3. Zusatzhardware
3.3.1. BETA-Simulation
3.3.2. Hardwareadapter
Implementierung der Testschritte
4.1. Entwicklungsumgebung
4.2. Strukturierung der Implementation
4.2.1. Klassenhierarchie
4.3. Programmabarbeitung zur Laufzeit
4.3.1 Erzeugen und Initalisieren der Instanzen
4.3.2 Aufruf und Ausführung der entsprechenden Instanzen
Inbetriebnahme, Test und Projektabschluß
5.1. Testplan
5.2. Feldtest
5.3. Vergleich zum bisherigen Verfahren
5.4. Abschluß des Projekts
Zusammenfassung
6.1. Projektverlauf
6.2. Beurteilung der Aufgabenstellung und Ausblick
Hinweis: Da hier nur Auszüge der Arbeit dargestellt werden, kann keine Garantie dafür übernommen werden, daß referenzierte Kapitel, Abbildungen, Tabellen, Seiten, Programmteile oder Literaturverweise auch tatsächlich Bestandteil dieser Zusammenfassung sind. Weitere Details können gerne nachgereicht werden. Eine e-mail an mich genügt.
Qualität ist ein immer wichtiger werdendes Bewertungskriterium für Produkte. Die Zertifizierung
von Fertigungsverfahren nach der internationalen ISO 9000 Normenreihe stellt entsprechende
Qualitätsanforderungen an die Endprodukte und sichert somit deren Bestand im internationalen
Vergleich.
Nach wie vor spielt hierzu die Endkontrolle eine wichtige Rolle im Fertigungsprozeß. Dabei müssen
umfangreiche Überprüfungen möglichst rationell und effizient durchgeführt werden, was speziell auf
das jeweilige Endprodukt abgestimmte Prüfverfahren notwendig macht.
Die vorliegende Arbeit beschreibt, wie ein bisher bewährtes System zur Endkontrolle dahingehend
erweitert wird, daß nun auch weitaus umfangreichere Überprüfungen in wesentlich kürzerer Zeit
durchgeführt werden können.
Es galt, zwei Ziele zu verbinden: das bestehende Testumfeld sollte nicht wesentlich verändert
werden, um eine Handhabung ohne zusätzliche Einarbeitung zu ermöglichen. Weiterhin war eine
große Testtiefe gefordert; alle ausführbaren Funktionen, und somit alle potentiellen Fehlerquellen
sind zu überprüfen.
Somit stellt diese Arbeit gewissermaßen ein Pilotprojekt dar. Die Ausarbeitung des Projekts soll
herangezogen werden, wenn es darum geht, die Endkontrolle an komplexere Endprodukte
anzupassen.
Welche Vorgehensweise dazu verwendet und welche Lösungswege gegangen wurden, wird in den
nachfolgenden Kapiteln ausführlich erläutert.
A criterium for evaluating products which is becoming more and more important is their quality.
Certificating methods of manufacturing following the international ISO 9000 series of standards
requires corresponding measures of quality of the final products and hereby secures their existence
in the international comparison.
The final control still plays an important role in the process of manufacturing. Extensive checks must
be performed in the most economical an efficient way. This requires procedures of control which
are particularly coordinated with the respective final products.
The paper at issue describes how of a well proved method of final control may be expanded in
order to be able to perform more extensive checks in considerably less time.
Two goals had to be combined: the existing test background should not be changed to much so that
operation is still possible without additional training. Also, the test had to be sufficiently profound,
all functions that had to be carried out and thus all possible sources of errors to be examined.
Consequently, this project should be taken to some extent as a pilot study. Its elaboration should
be referred to whenever a system of final control must be adapted to more complex end products.
Which measures to take and which methods to try will be explained thoroughly in the following
chapters.
Die fortschreitende technologische Entwicklung ermöglicht es, immer komplexere Aufgaben mit
vergleichsweise geringem Hardwareaufwand bewältigen zu können. Verständlicherweise steigt
somit auch die Komplexität der eingesetzten Hardware. Bisher zur Funktionsprüfung eingesetzte
Verfahren sind durch die hohe Komplexität der zu testenden Hardware überfordert, es müssen
neue Wege gefunden werden.
Die vorliegende Diplomarbeit beschreibt die Entwicklung eines Testverfahrens für
Hardware-Baugruppen, welches die zu testende Hardware aktiv am Testdurchlauf beteiligt. Ein
wichtiges Ziel der Diplomarbeit war es, die bisher bei der Firma effeff Fritz Fuss GmbH & Co.
KGaA bewährte Testumgebung (BETA-Tester) nicht wesentlich zu verändern. So wurde das
bisherige Testverfahren beibehalten und durch die "Aktivierung" der zu testenden Baugruppe
erweitert.
Alle Komponenten der zu testenden Baugruppe sollen unter simulierten Realbedingungen überprüft
werden. Die Sequenz, in welcher die einzelnen Komponenten getestet werden, soll dabei frei
wählbar sein. Dadurch wird eine hohe Flexibilität bei der Testdurchführung und somit ein rationelles
Testen gewährleistet.
Zweck der Arbeit war es, durch aktives Testen mit vertretbarem zeitlichen Aufwand bisher nicht
feststellbare, interne Funktionsstörungen der Hardware, z.B. Störungen der Bussignale durch
defekte Bauelemente, zu erkennen. Dabei soll auch untersucht werden, ob dieses erweiterte
Testverfahren sinnvoll, und somit auf weitere Baugruppen anwendbar ist.
Bisher wurde der Testprint auf konventionelle Art funktionsgeprüft und mußte hierzu in zwei
verschiedene Anwendungen eingebaut werden, um alle von ihm zur Verfügung gestellten
Funktionen überprüfen zu können. Der dazu notwendige Zeitaufwand beträgt ein Vielfaches im
Vergleich zu einem Testdurchlauf mit dem BETA-Tester. Somit trägt das Vorhaben sowohl zur
Qualitätssicherung als auch Kostensenkung bei.
Da die Anpassung an die bestehende Testanordnung im Vordergrund dieses Projektes stand, war
es notwendig, sich bereits im Vorfeld intensiv mit den Besonderheiten dieser Testanordnung
auseinanderzusetzen. Anhand von Dokumentationen, Testvorschlägen und durch Gespräche mit
den jeweiligen Ansprechpartnern war dies gut möglich. Im Anschluß daran wurde ein
Blockschaltbild von der zu testenden Hardware-Baugruppe (Testprint) erstellt, um so einen
Einblick in das Zusammenspiel der einzelnen Funktionen zu gewinnen.
Aus den gewonnen Erkenntnissen entstand nun in Zusammenarbeit mit der Abteilung Prüfgerätebau
(TP-S) das Pflichtenheft [20] als Grundlage für die Diplomarbeit.
Anschließend war es notwendig, die Schnittstelle zwischen bestehender Testumgebung und der
Erweiterung zu definieren. Laut Pflichtenheft mußte dazu ein Hardwareadapter entwickelt und ein
spezielles Kommunikationsprotokoll verwendet werden. Im Anschluß daran erfolgte die
Entwicklung und Implementierung von 38 eigenständigen Testschritten. Diese Testschritte haben die
Aufgabe, bestimmte Funktionen der zu testenden Hardware zu überprüfen und das Ergebnis an die
Testumgebung weiterleiten.
Um die Testschritte bereits während der Implementierung ersten Überprüfungen zu unterziehen,
war es notwendig, den BETA-Tester zu simulieren. Diese Simulation wurde aufgrund der
definierten Schnittstelle und des Kommunikationsprotokolls erstellt und ist unter Kapitel 3.3.1.
ausführlich beschrieben.
Nachdem einige Testschritte implementiert waren erfolgten erste Testserien im realen Testumfeld
mit dem BETA-Tester. So konnte sichergestellt werden, daß der von der Abteilung TP-S zu
erstellende Hardwareadapter zusammen mit den Testschritten und Modulen die gewünschte
Funktionsprüfung vornimmt.
Als alle Testschritte implementiert und der Hardwareadapter komplett fertiggestellt war, wurde die
Testanordnung anhand des erarbeiteten Testplans (siehe Anhang B) überprüft. Hierbei wurde durch
gezielte Manipulationen an dem Testprint sichergestellt, daß fehlerhafte Funktionen auch tatsächlich
erkannt werden.
Während der gesamten Diplomarbeit wurde täglich im Projektbuch der Fortschritt der Arbeit, aber
auch auftretende Probleme sowie deren Lösungen dokumentiert. An wesentlichen Stationen des
Projekts wurde der Zeitplan aktualisiert und Entwürfe für die hier vorliegende Ausarbeitung erstellt.
Abbildung 1: Geplanter Projektverlauf
Das erweiterte Testverfahren soll im Rahmen dieser Diplomarbeit die Funktionsfähigkeit eines
Rechnerprints, welcher intern unter der Bezeichnung "Einbruchmeldezentrale (EMZ) 561 - MB
256" bekannt ist, überprüfen. Dieser Rechnerprint wird in verschiedenen Produkten der Firma
effeff Fritz Fuss eingesetzt und in einer Menge von ca. 500 Stück pro Jahr in der eigenen Fertigung
hergestellt. Sein Aufbau und seine Komponenten sollen nachfolgend kurz vorgestellt werden:
Der Rechnerprint (siehe Abb.4) besitzt eine 68HC000 CPU von Motorola, die mit 12 MHz
getaktet wird. Ein 68HC901 Peripheriebaustein ist für die Verwaltung der insgesamt 14 Interrupts
und die Verarbeitung einer seriellen Schnittstelle zuständig. Ein weiterer Schnittstellenbaustein
(80C50A) dient zur Ansteuerung einer zweiten seriellen Schnittstelle. Zusätzlich sind
Anschlußmöglichkeiten für Tastatur, Bedien- und Anzeigeplatinen, ein paralleles Druckerport,
sowie für eine LAN-Karte vorhanden.
Eine batteriegepufferte eigenständige Echtzeituhr (RTC72421) sowie DIP-Schalter zur Codierung
sind ebenfalls Bestandteile des Prints. 8 MB batteriegepufferter RAM-Speicher befindet sich
zusammen mit Steckplätzen für zwei 512kB Eproms (27C4001) auf einer separaten Karte (siehe
Abb.5), die auf den Rechnerprint aufgesteckt wird. Die Aktivität des Rechnerprints wird von einer
Watchdog-Schaltung (MAX 691) überwacht. Dieser Baustein ist auch für das rechtzeitige
Umschalten der Spannungsversorgung auf Batteriebetrieb zuständig, falls es zu einem Netzausfall
kommt. Bei Kommunikation mit langsamerer Peripherie besteht die Möglichkeit, Wartezyklen
(Wait-State) einzufügen, oder ein LAN-Busy Signal zu setzen.
Die Schnittstelle zur Testumgebung stellt der BETA-Tester dar. Aufgrund der Aufgabenstellung
mußte die Testanordnung so entwickelt werden, daß die Kommunikation zur Testumgebung über
diese Schnittstelle geschieht. Daher war es zuerst notwendig, sich in den Aufbau und die
Besonderheiten des BETA-Testers einzuarbeiten. Dabei wird der, im vorhergehenden Kapitel
beschriebene, Rechnerprint nachfolgend als Testprint bezeichnet.
Der BETA-Tester wird in der Endprüfung vielfach eingesetzt und ist an jedem Testplatz vorhanden. Es handelt sich dabei um ein PC-gestütztes Testsystem mit entsprechender Peripherie für die Ein- und Ausgabe. Auf dem PC werden die spezifischen Stapelverarbeitungsprogramme zur Ansteuerung der Peripherie abgearbeitet. Die Peripherie ist über entsprechende Hardwareadapter mit der zu testenden Baugruppe verbunden. Die Baugruppe wird hierzu im Testrahmen von einem Spannrahmen und Niederhaltern fixiert, anschließend pneumatisch auf den Nadeladapter gedrückt. Die elektrisch leitfähigen Nadeln stellen hierbei die notwendigen Verbindungen zu den Signalleitungen auf der Rückseite des Testprints dar. Eine Beschreibung der Testanordnung ist in Abbildung 7 in Form eines Blockschaltbildes dargestellt.
Die E/A-Peripherie des BETA-Testers besitzt 4 Ausgabeports (X1,X2,X5,X6) sowie 4
Eingabeports (X3,X4,X7,X8). Jedes dieser Ports besteht aus je 48 Ein- bzw. Ausgängen. Die zu
verarbeitenden Signale müssen statisch mit TTL- bzw. 14.2V-Logik anliegen. Die minimale Zeit
zwischen zwei Ausgangssignalwechseln beträgt 10,01 ms. Das Einlesen von Eingangssignalen kann
zeitverzögert geschehen, jedoch muß das Signal nach der angegebenen Zeitverzögerung am
Eingang anliegen.
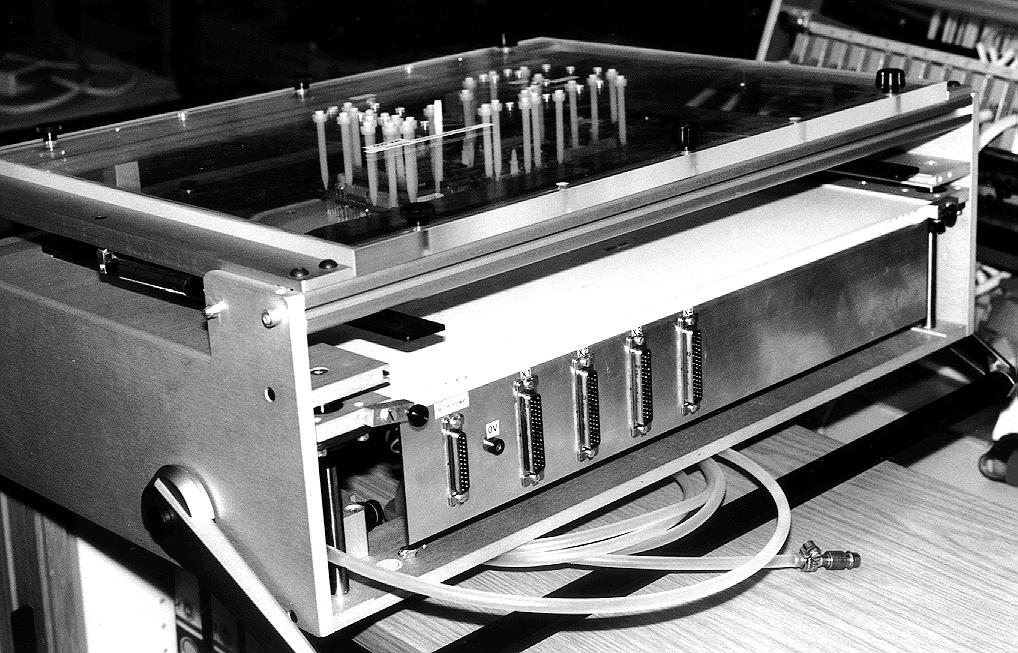
Abbildung 8 zeigt den Testrahmen. Darauf sind sowohl die auf der Abdeckplatte montierten
Niederhalter, als auch die Anschlußleiste zur BETA-Peripherie zu sehen.
Abbildung 9 zeigt einen Auszug des Nadeladapters. Deutlich zu sehen ist hier auch der
Spannrahmen, welcher den eingelegten Testprint fixiert. Bei der Herstellung des Nadeladapters
können die Bohrungen sehr präzise angebracht werden. Nachträglich anzubringende Bohrungen
bereiten hingegen Schwierigkeiten bezüglich der Genauigkeit. Daher wurden bei der Herstellung
mehr Nadelbohrungen vorgesehen als eigentlich notwendig.
Abschließend ist in Abbildung 10 ein in den Spannrahmen eingelegter Testprint teilweise dargestellt.
Deutlich sind hier die Niederhalter zu erkennen.
Die Prüfung des Testprints erfolgt durch das Zusammenspiel von BETA-Testgerät und auf dem Testprint implementierten Testprogramm nach dem Master/Slave-Prinzip. Dabei stellt der BETA-Tester den Master und das Testprogramm den Slave dar. Daraus wurde das nachfolgend beschriebene Kommunikationsprotokoll erstellt.
Der Testprint soll durch verschiedene, voneinander unabhängige, Testschritte getestet werden.
Dabei ist zur Untersuchung jeder Funktion des Testprints ein Testschritt vorgesehen. Alle zur
Verfügung stehenden Testschritte sind in den Eproms auf der Speicherkarte des Testprints in Form
eines Testprogramms abgelegt. Der Aufruf der einzelnen Testschritte erfolgt vom BETA-Tester,
dabei ist die Reihenfolge der Testschritte frei wählbar. Bestimmte Funktionen müssen jedoch durch
zusammenhängende Testschritte getestet werden, so z.B. der Reset nach zu geringer
Versorgungsspannung (vgl. Kapitel 4.5.).
Die Auswertung der Testschritte erfolgt entweder intern oder extern. Intern bedeutet, das
Testergebnis wird vom Testprogramm kontrolliert und eine OK bzw. FEHLER-Meldung an den
BETA-Tester übermittelt. Die OK-Meldung ist eindeutig, in der FEHLER-Meldung können
weitere Informationen zur Fehlerdefinition enthalten sein. Diese sind in unter 3.3 aufgeschlüsselt.
Extern bedeutet, daß der BETA-Tester die entsprechenden Signale über den Hardware-Adapter
abgreift und auswertet.
Abbildung 13: Kommunikation zwischen Master und Slave
Ein Testschritt beginnt mit dem Anlegen des Befehlscode durch den BETA-Tester am "Befehlscode
IN" Anschluß. Durch die ansteigende Flanke des Befehls-Strobe wird der Befehlscode vom
Testprogramm eingelesen. Anschließend wird sowohl am "Befehlscode OUT" als auch am
"Testergebnis" Anschluß zur Kontrolle die Information 0x00 angelegt. Dann wird diese Information
vom BETA-Tester ausgelesen und durch das Deaktivieren des Befehls-Strobe bestätigt.
Konnte der Befehlscode interpretiert werden, so wird er mit der abfallenden Flanke des
Befehls-Strobe als Quittierung am "Befehlscode OUT" Anschluß ausgegeben. Anschließend wird
mit der Abarbeitung des Testschritts begonnen. Jedem Testschritt ist eine bestimmte
Ausführungszeit zugeordnet, sie wird einmalig durch Messungen ermittelt. Nach Ablauf der
Ausführungszeit wird vom BETA-Tester das korrekte Anliegen des Befehlscode am "Befehlscode
OUT"-Anschluß überprüft. Wurde der Befehlscode richtig quittiert, so wird im Falle einer internen
Auswertung das Testergebnis ermittelt.
Erfolgt die Auswertung extern, so vergleicht der BETA-Tester die während des Testschritts
ermittelten Informationen mit seinen Vorgaben. Bei erfolgreichem Test kann die Einleitung des
nächsten Testschritts erfolgen.
Abbildung 15 zeigt die zeitliche Abfolge der einzelnen Signale und Meldungen
Die Entwicklung des Hardwareadapters und der BETA-Simulation waren Bestandteil der
Diplomarbeit. Der Hardwareaufbau wurde gemäß des Pflichtenhefts von der Abteilung TP-S
gefertigt. Lediglich ein kleiner Teil der benötigten Adapterfunktionen wurden auch in die
BETA-Simulation integriert, die während der Implementation der Testschritte aufgebaut wurde. Um
die entwickelten Testschritte unabhängig vom späteren Hardwareadapter in Betrieb nehmen zu
können, war es notwendig, die BETA-Simulation aufzubauen.
Die BETA-Simulation bietet die Möglichkeit, Meldungen des vereinbarten
Kommunikationprotokolls mit dem Testprint auszutauschen. Dazu muß der entsprechende
Befehlscode des gewünschten Testschrittes (vgl. Tabelle 4) an den DIP-Schaltern gestellt werden.
Ein eingeschalteter DIP-Schalter repräsentiert hierbei eine logische 0, ein geöffneter Schalter wird
als 1 interpretiert. Durch Quittierung der Einstellung mit dem Befehlsstrobe-Taster wird der
Befehlscode übernommen, abgearbeitet und das Resultat des Testschritts wird durch die LEDs
angezeigt. Somit können Testschritte nur einzeln und nicht, wie später durch das
BETA-Stapelverarbeitungsprogramm realisiert, in einer Sequenz abgearbeitet werden, was zur
Funktionsprüfung während der Implementierung der Testschritte jedoch vollkommen ausreicht. Bis
auf wenige Ausnahmen können mit der BETA-Simulation alle Testschritte ausgeführt werden, die
vom Programm zur Verfügung gestellt werden. Zusätzlich benötigte Signale, z.B. bei der
Überprüfung der Interrupt-Eingänge wurden durch kurz angelegte Potentiale an den
entsprechenden Meßpunkten realisiert. Zur Auswertung aufgetretener RESET-Signale dienen zwei
Leuchtdioden (LEDs), die über ein Flip-Flop angesteuert und durch einen Tastschalter
zurückgesetzt werden können. Die Einstellung der Wait-State und die RXD/TXD-Verbindungen
wurden durch Kurzschlußstecker und Schalter erzeugt, die Simulation der Tastatur durch
zusätzliche Logikbausteine realisiert.
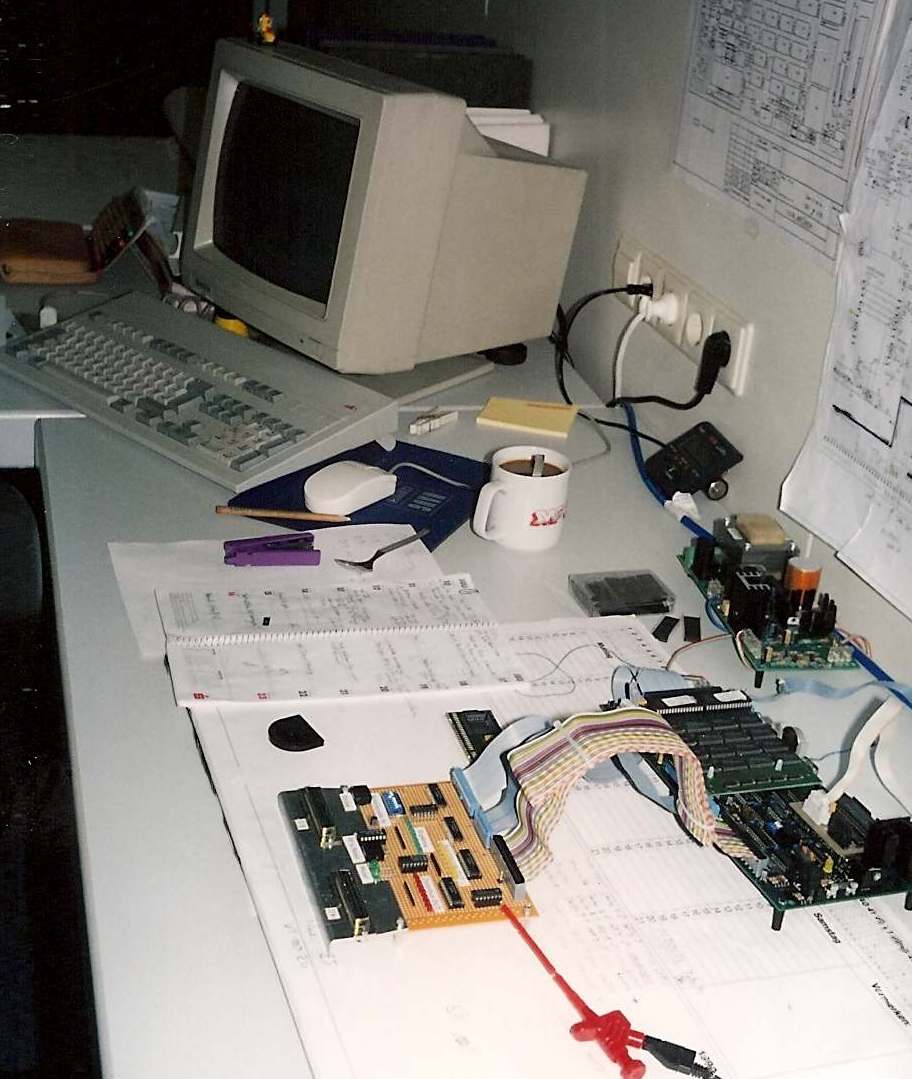
Abbildung 17 zeigt die konventionell auf Lochrasterkarte aufgebaute BETA-Simulation, die mit
dem Testprint durch Flachbandkabel verbunden ist. Weiterhin ist im rechten mittleren Bildbereich
die V24-Schnittstellenkarte zu sehen, über welche während der Implementierung die
Monitorsoftware angeschlossen war. Neben den o.g. DIP-Schaltern und Leuchtdioden zur Ein-
und Ausgabe der Meldungen sind auch die Steckbuchsen zum Anschluß der BETA-Peripherie
erkennbar. Ebenfalls dargestellt ist die, direkt mit der DIN-Buchse des Testprints verbundene
Simulation der Tastatur.
Die Testschritte Nr. 33, 34, 36, 37 und 38 benötigen komplexere externe Beschaltungen, die
ausschließlich im Hardwareadapter aufgebaut wurden, auf die, für den Testschritt Nr. 36 benötigte,
Beschaltung wird in Kapitel 3.3.3. detailliert eingegangen.
Wie bereits in Kapitel 3.1.erwähnt wurde, ist zur Kommunikation der BETA-Peripherie mit dem
Testprint ein Hardwareadapter notwendig. Dieser dient zur Anpassung der spezifischen Signale des
Testprints an die der BETA-Peripherie und umgekehrt.
Der BETA-Tester stellt nur vergleichsweise langsame Möglichkeiten zur Signalverarbeitung zur
Verfügung. Dabei können keine Standardprotokolle, wie z.B. V24 oder RS232 verwendet
werden. Signale können nur erkannt und ausgewertet werden, wenn sie statisch zum Zeitpunkt der
Abfrage durch das BETA-Stapelverarbeitungsprogramm anliegen. Es kann nicht "gepullt" werden.
Doch nicht diese Schwächen des BETA-Testers machen diesen Hardwareadapter notwendig:
Ausgaben an den Schnittstellen des Rechnerprints müssen durch Latch gepuffert werden, bzw.
Ausgaben des BETA-Testers dem Rechnerprint durch Latch bereitgestellt werden, daß diese mit
den entsprechenden Buszyklen eingelesen werden können. Ohne dieses Zwischenspeichern der
Meldungen wäre die Synchronisation zwischen dem BETA-Tester als Master und Rechnerprint als
Slave nicht möglich. Abbildung 18 zeigt am Beispiel der Schnittstellen "Ergebnis" und "Befehlscode
IN" einen Auszug aus dem Hardwareadapter.
Abbildung 18: Hardware zum Zwischenspeichern der Meldungen
Die Abbildung zeigt einen Ausschnitt das Hardwareadapters, der als BETA-Simulation aufgebaut
wurde, jedoch auch die Möglichkeit zur Kommunikation mit der BETA-Peripherie bietet.
Exemplarisch für alle Schnittstellen des entwickelten Kommunikationsprotokolls sind hier die
Schnittstellen für die Meldungen "Befehlscode IN" und "Ergebnis" dargestellt. Bezogen auf die
Datenflußrichtung repräsentiert hierbei die "Ergebnis"-Schnittstelle auch die Schnittstellen "Datenbus
OUT" und "Befehlscode OUT", die nahezu identisch aufgebaut sind. Auch die Signalleitung
"Befehlsstrobe" ist Bestandteil der Abbildung.
Je nach dem, ob der abgebildete Teil des Hardwareadapters als BETA-Simulation oder direkt als
Adapter zur BETA-Peripherie verwendet wird, werden die Meldungen entweder über die
DIP-Schalter und LEDs (manueller Betrieb) oder über das entsprechende Xn-Port (siehe
Programm 1) der BETA-Peripherie (Stapelverarbeitungsbetrieb) übertragen. Auf Abbildung 17 der
BETA-Simulation sind die entsprechenden LEDs, DIP-Schalter und Steckanschlüsse erkennbar.
Wird die Anordnung in Verbindung mit dem BETA-Tester verwendet, müssen sich alle
DIP-Schalter in offenem Zustand befinden, um Signalkollisionen zu verhindern. Nun können alle
Testschritte im Stapelverarbeitungsbetrieb abgearbeitet werden, die keine zusätzliche
Hardwarebeschaltung benötigen, z.B. "Uhrzeit stellen". Die Handhabung bei manuellem Betrieb
wurde bereits in Kapitel 3.3.1. erläutert.
Der komplette Hardwareadapter beinhaltet zahlreiche Latch-Bausteine zum Erfassen der Zustände
auf dem Daten- und Adressbus, Flip-Flops zum Speichern von Impulsen, verschiedene logische
Funktionen zur Realisierung spezieller Abläufe bei entsprechenden Testschritten. Weiterhin sind
Transistoren zur Erzeugung von Impulsen, z.B. zur Interruptsimulation und Relais zur Simulation von
Steckbrücken und Verbindung der RXD/TXD-Leitungen. Auch die Spannungsversorgung des
Testprints und Simulation der 3 Volt Batterie sind durch den Hardwareadapter realisiert. Die im
normalen Betriebszustand des Rechnerprints über eine Stiftleiste aufgesteckte RAM-Karte (vgl.
Abb. 5) befindet sich ebenfalls auf dem Hardwareadapter und ist direkt mit dem Nadeladapter
verbunden.
Einleitend zu diesem Kapitel soll nochmals das Zusammenspiel der am Test beteiligten Komponenten deutlich gemacht werden: Auf der zu prüfenden Hardware, dem Testprint, läuft während des Tests ein, vom später im Endprodukt eingesetzten, vollkommen unterschiedliches Programm ab. Die Entwicklung und Implementation dieses Programms war der Hauptbestandteil dieser Diplomarbeit. Das Programm stellt bei der Kommunikation mit dem BETA-Tester den Slave dar. Ebenfalls als Bestandteil dieser Diplomarbeit wurde der zur Kommunikation benötigte Hardwareadapter entwickelt, dieser wurde jedoch größtenteils von der Abteilung TP-S gefertigt. Die Erstellung des, auf dem BETA-Tester ablaufenden, Stapelverarbeitungsprogramms wurde vollständig von der Abteilung TP-S übernommen. Leichte Anpassungen während der Inbetriebnahme der gesamten Testanordnung wurden gemeinsam vorgenommen. Doch dazu mehr in Kapitel 9.3. In diesem Kapitel soll nun die Entwicklung und Erstellung des auf dem Testprint abzuarbeitenden Programms beschrieben werden.
Als Entwicklungsgeräte standen ein PC 80386 mit Coprozessor und 8MB Hauptspeicher, ein
komplett funktionsfähiger Rechnerprint als Referenz, sowie die inkrementell entwickelte
BETA-Simulation zur Verfügung. Als Werkzeuge wurde die Entwicklungsumgebung, bestehend
aus:
sowie dem Betriebssystem MS-DOS 6.22 von Microsoft eingesetzt.
Durch den XRAY-High-Level Debugger war es möglich, implementierte Programmteile direkt über
die serielle Schnittstelle des PC's, auf die Zielhardware zu übertragen. Dazu war jedoch ein
spezielles Monitorprogramm auf der Zielhardware notwendig, welches in den Eproms der
aufgesteckten RAM-Karte abgelegt war. Dies vereinfachte die Entwicklung der einzelnen
Testschritte sehr, verursachte aber auch teilweise Probleme bei der Realisierung spezieller
Testschritte, z.B. dem Schritt Nr. 29 (vgl. Tabelle 4 ). Dieser Testschritt überprüft die Funktion der
V24 Schnittstelle und den dazugehörenden Interrupt. Nun findet jedoch unglücklicherweise auch
die Kommunikation des XRAY- High-Level Debuggers mit dem Monitorprogramm über diese
Schnittstelle statt. Aus diesem Grund mußte der entsprechende Testschritt komplett implementiert
und dann in Eproms gebrannt werden. Diese wurden gegen die Monitor-Eproms ausgetauscht und
so konnte auch die Funktion dieses Testschritts überprüft werden.
Auf diese Weise wird auch die komplette Programmierung des Testprints im Testrahmen zur
Verfügung gestellt: Das Programm ist in den beiden Eproms (M27C4001) abgelegt, die auf der
RAM-Karte eingesteckt sind. Die RAM-Karte ist Bestandteil des Hardwareadapters und verbleibt
im Testrahmen.
Als Meßgeräte standen sowohl Speicheroszilloskop als auch ein Logik-Analyser der Firma Philips
zur Verfügung.
Die Programmstruktur wurde modular aufgebaut und hierarchisch untergliedert. Dabei soll
sichergestellt sein, daß das entwickelte Kommunikationsprotokoll als eigentliche Schnittstelle nicht
redundant implementiert wird. Da außerdem eine mögliche Erweiterung problemlos realisierbar und
eine einfache Wartbarkeit gewährleistet werden sein soll, wurde zur Implementierung die
Programmiersprache C++ gewählt. Diese bietet aufgrund strenger Modulabgrenzungen, strikt
definierter Schnittstellen, Ableitbarkeit von Funktionen und nicht zuletzt durch den Polymorphismus
deutliche Vorteile gegenüber dem "normalen" C und ist deshalb für die Realisierung dieses Projekts
gut geeignet.
Die einzelnen Klassen wurden hierbei in verschiedenen Quellcode-Dateien realisiert, um die
Übersichtlichkeit zu erhöhen. Deklarationen wurden in entsprechenden Header-Dateien
vorgenommen und einige Funktionen in Maschinensprache realisiert. Aus den einzelnen
Quellcode-Dateien wurden die Objektfiles erzeugt und diese anschließend mit dem Linker zu
einem, auf dem Zielsystem, lauffähigen Programm verbunden. Das Programm wurde dann,
entweder in die beiden Eproms gebrannt, oder über den XRAY- High-Level Debugger in das
RAM der Zielhardware geladen. Damit nach Änderungen an den Quellcode-Dateien auch die
Objektfiles aktualisiert wurden, kam das nachfolgend als Auszug abgebildete Makefile zum Einsatz:
Das gesamte Projekt ist auf zwei Basisklassen aufgebaut: die Klasse "Tester" und die Klasse
"Testschritt". Alle weiteren Klassen und auch Basisklassen sind von der Klasse Testschritt
abgeleitet.
Die Basisklasse "Tester" stellt alle notwendigen Elementfunktionen zur Kommunikation mit dem
Hardwareadapter zur Verfügung. Aus dieser Klasse wird eine Instanz erzeugt und global
bekanntgegeben. So können alle Klassen auf die Elementfunktionen zugreifen.
Die Basisklasse "Testschritt" stellt neben Standardkonstruktor und Standarddestruktor die rein
virtuelle Elementfunktion "Run()" zur Verfügung. Diese Elementfunktion ist die Schnittstelle zwischen
dem aufrufenden Hauptprogramm und der eigentlichen Testschritt-Implementierung. Somit kann
aus der Basisklasse "Testschritt" selbst keine Instanz erzeugt werden, da nur ein Funktionsrumpf,
eben die virtuelle Funktion, zur Verfügung gestellt werden könnte. Jede von dieser Basisklasse
abgeleitete Klasse überlädt diese Funktion mit spezifischen Programmteilen, behält jedoch die
vordefinierte Schnittstelle zum aufrufenden Programm unverändert bei. Hier kommt also ein
deutlicher Vorteil von C++ zur Geltung, das Überladen von Funktionen.
Von der Basisklasse "Testschritt" wurde die Klasse "IntTestschritt" als eine weitere Basisklasse
abgeleitet. Diese behält wiederum die vordefinierte Schnittstelle bei, stellt jedoch den von ihr
abgeleiteten Instanzen weitere Elementfunktionen zur Verfügung. Diese sind speziell auf die
Handhabung von Interrupts zugeschnitten und stellen somit wieder eine vordefinierte Schnittstelle
zum Interrupthandling dar.
In Abbildung 20 ist diese Klassenaufteilung nochmals graphisch dargestellt. Dabei wurden die
Klassen nach den Bezeichnungen der Testschritte benannt. Symbolisch soll auch dargestellt
werden, wie ein Aufruf der Run()-Funktion während der Laufzeit aussieht und wie die
Kommunikation abläuft. Dabei sollen die Klassennamen nur bildlich für die von ihnen kreierten
Instanzen stehen.
Nach einem Reset-Signal startet der Testprint mit der Abarbeitung des Programmcodes, welcher
an der ROM-Basisadresse, also dem Eprom, abgelegt ist. Der Quellcode, der dort abgelegten
Initialisierungsroutine, ist in Assembler implementiert und definiert neben der Zuweisung der
Interrupt-Vektoren und Adressen der Interrupt-Serviceroutinen auch den Einsprungspunkt ins
Hauptprogramm.
Aus der Initialisierungsroutine erfolgt ein absoluter Sprung in das Hauptprogramm. Dort wird eine
globale Instanz der Basisklasse "Tester" erzeugt und dabei vom Konstruktor der Handshake
gestartet Anschließend wird von jeder Testschritt-Klasse eine oder ggf. mehrere statische Instanzen
erzeugt und in einem Array jeweils ein Zeiger auf die einzelnen Instanzen angelegt. Dabei entspricht
jeder Index des Arrays einem Testschritt.
Teilweise werden mehrere Testschritt-Instanzen aus einer Klasse erzeugt, z.B. fünf Instanzen aus
der Klasse "WaitState". Die Erklärung hierfür ist recht einfach: Der Unterschied zwischen diesen
Testschritten ist lediglich das entsprechende Zeitfenster, also die Angabe, welche minimale, bzw.
maximale Grenze der Wartezyklus-Dauer eingehalten werden muß. Es wäre nicht sinnvoll,
denselben Testvorgang mehrfach identisch zu implementieren und lediglich andere Parameterwerte
zu verwenden. So werden dem Konstruktor die entsprechenden Parameter übergeben und im
privaten Datenbereich der Instanz abgelegt und diese damit initialisiert. So erklärt sich auch die
unterschiedliche Anzahl von Testschritten und Testschritt-Klassen: von 4 Klassen werden mehr als
eine Instanz erzeugt.
Nachdem alle Instanzen erzeugt und die jeweiligen Zeiger in dem Array abgelegt wurden, wird
durch das Hauptprogramm eine Endlosschleife gestartet. In dieser Schleife wird auf die gültige
Eingabe eines Befehlscode an der BefehlscodeIN-Schnittstelle des Hardwareadapters gewartet.
Dabei werden Elementfunktionen der Basisklasse "Tester" verwendet und es erfolgt die Übergabe
der Befehlscode-Quittierung an die Tester-Instanz. Anschließend wird die erhaltene
Testschrittnummer als Index für das Array verwendet und die entsprechende Elementfunktion
"Run()" gestartet, welche durch den indizierten Zeiger des Arrays dem Testschritt zugeordnet ist.
Die Run()-Funktion übergibt am Ende ihrer Abarbeitung der Tester-Instanz die entsprechenden
Werte für "Ergebnis" und "Datenbus-OUT" über die öffentlichen Schnittstellen. Nachdem der
Testschritt komplett abgearbeitet ist, wird im Hauptprogramm die Funktion der Tester-Instanz zur
Ausgabe der aktualisierten Daten an den "Datenbus-OUT", "BefehlscodeOUT" und "Ergebnis"
Schnittstellen aufgerufen. Somit ist ein Schleifendurchlauf beendet.
Zur Veranschaulichung dieses Sachverhalts ist in dem nachfolgenden Programm 7 ein Auszug aus
dem Hauptprogramm dargestellt.
Die Inbetriebnahme der gesamten Testanordnung, also den Komponenten BETA-Tester mit
Stapelverarbeitungsprogramm und Peripherie, dem Hardware und Nadeladapter sowie dem auf
dem Testprint ablaufenden Programm erfolgte inkrementell. Laut Pflichtenheft [20] war das
BETA-Stapelverarbeitungsprogramm und der Hardwareadapter von der Abteilung TP-S zu
erstellen. So war es während des Projekts notwendig, in gewissen Zeitabständen die entwickelten
Komponenten aufeinander abzustimmen.
Diese Abstimmung erfolgte anfangs mit Hilfe der auf der BETA-Simulation (siehe Abb.:17) zur
Verfügung gestellten Anschlüssen für die Peripherie des BETA-Testers. Dabei wurde als Testprint
der Rechnerprint verwendet, auf welchem die Testschritte erstellt wurden. Mit dem weiteren
Fortschritt bei der Implementierung und dem Aufbau des Hardwareadapters erfolgte die
Inbetriebnahme der weiteren Testschritte immer realitätsnäher.
Schließlich war der Stand erreicht, daß die weitere Implementierung der Slave-Software nicht mehr
auf der BETA-Simulation überprüft werden konnte, da die notwendigen Funktionen des
Hardwareadapters auf der BETA-Simulation nicht realisiert waren. Zu diesem Zeitpunkt mußte
nach jeder Änderung in der Implementierung ein neuer Satz Eproms angefertigt und anschließend
zusammen mit dem Hardwareadapter seine Funktion überprüft werden. Es stellte sich heraus, daß
bei der Entwicklung des Hardwareadapters die Zusammenhänge richtig erkannt wurden, weshalb
die Inbetriebnahme des Hardwareadapters keine großen Schwierigkeiten bereitete. Auch die
Anpassung der Slave-Software gelang im letzten Abschnitt der Inbetriebnahme recht gut, mit
Ausnahme des Adressbustest (vgl. Kapitel 4.3.36.).
Nachdem alle Testschritte auf der Testanordnung abgearbeitet werden konnten, wurde anstelle der
bisher zum Testprint benutzten Verbindungsleitungen der Nadeladapter eingesetzt. Somit waren
jetzt auch alle mechanischen Bestandteile in die Inbetriebnahme eingebunden. Dadurch war es nun
wesentlich einfacher, die Testprints auszutauschen, da keine aufwendigen Verkabelungen mehr
notwendig waren.
Nun konnte die Feinabstimmung der Software auf die erlaubten Toleranzen der Testprints erfolgen
und ebenso Optimierungen der Bedienerführung und Testsequenz vorgenommen werden. Dabei
auftretende Ungereimtheiten wurden behoben. Während dieses Projektstands wurde die
"Testschritt- und Fehlerdokumentation M256 CPU-Platte" erstellt, welche als Anhang A dieser
Diplomarbeit beiliegt.
Um sicherzustellen, daß auch wirklich jeder Testschritt die Funktion der entsprechenden
Komponente richtig überprüft, wurde der Testplan entwickelt. Der Testplan (siehe Anhang B)
enthält sog. Negativtests. Bei diesen Negativtests wird ein Defekt in der jeweiligen Komponente
gezielt hervorgerufen und die Reaktion des Testschritts ausgewertet. Keine Manipulation auf dem
Testprint durfte dabei verborgen bleiben.
Bei manchen Testschritten, z.B. bei der Überprüfung der Wait-Stateszeit, wurden Abweichungen in
beide Richtungen simuliert, andere Funktionen, z.B. die Funktion von Adress- und Datenbus
konnten nicht manipuliert werden, da dadurch gar kein Anlaufen der Testsoftware möglich wäre.
Aus dieser Tatsache heraus kann jedoch auch sicher davon ausgegangen werden, daß ein Defekt
auf einem Bussytem in jedem Fall erkannt wird. Somit stellt der Verzicht auf den Negativtest dieser
Testschritte kein Problem dar.
Die durchgeführte Manipulation, die erwartete und erhaltene Reaktion darauf, sowie eine
Bewertung der Reaktion sind im Anhang B für jeden Testschritt dargestellt.
Im Anschluß an die erfolgreiche Inbetriebnahme und die Überprüfung der Testanordnung laut
Testplan erfolgte der Feldtest. Dieser war in zwei Stufen untergliedert:
In der ersten Stufe wurden von der Fertigung insgesamt 23 Rechnerprints zur Verfügung gestellt.
Sie waren bereits auf konventionelle Art funktionsgeprüft worden und dabei wurden bei 8
Rechnerprints Fehlfunktionen festgestellt.
Alle Rechnerprints wurden nun einer Endkontrolle nach den im Rahmen dieser Diplomarbeit
entwickelten Prüfalgorithmen unterzogen und dabei das Testergebnis der vorausgegangenen
konventionellen Überprüfung in vollem Umfang bestätigt werden.
In der zweiten Stufe wurde eine Fertigungsserie von 170 Rechnerprints mit dem entwickelten
Verfahren geprüft und dabei 5 Rechnerprints als defekt erkannt. Bei zwei dieser Rechnerprints
konnte die Reparatur aufgrund der Hinweise in der "Testschritt- und Fehlerdokumentation M256
CPU-Platte" sofort erfolgreich ausgeführt werden.
Der wesentliche Unterschied zwischen konventioneller und neu entwickeltem Testverfahren liegt in
der Zeitersparnis. Für die konventionelle Endkontrolle mußte der Testprint in 2 verschiedene
Endprodukte eingebaut werden um alle Funktionen überprüfen zu können. Für den Ein- und
Ausbau, sowie die Funktionsprüfung wurden dafür ca. 30 Minuten je Testprint benötigt.
Ein Testdurchlauf auf dem BETA-Tester benötigt hingegen nur 102 Sekunden und gibt darüber
hinaus im Fehlerfall auch noch Hinweise auf mögliche Fehlerursachen.
Betrachtet man nun beide Verfahren unter den Gesichtspunkten Effektivität, Rationalisierung und
Qualitätssicherung, so schneidet die neu entwickelte Vorgehensweise in jedem Fall besser ab.
Durch die einfache Handhabung ist die Gefahr von Fehlbedienungen gering, die fest vorgegebene
Sequenz stellt eine vollständige Durchführung aller Testschritte sicher, was eine gleichbleibende
Qualität gewährleistet. Durch die Zeitersparnis um den Faktor 17 wird die Effektivität gesteigert
und ein Beitrag zur Kostensenkung geleistet und somit eine rationellere Fertigung ermöglicht.
Doch die Effektivitätssteigerung beschränkt sich nicht nur auf den Testvorgang selbst. Durch die
Hinweise auf mögliche Fehlerursachen in den bereitgestellten Unterlagen und die Einführung der
Fehlerbibliothek (siehe Anhang A) kann auch die Reparatur schneller ausgeführt werden.
Mit dem Ergebnis der zweiten Stufe des Feldtests wurde das Projekt beendet, die Anforderungen des Pflichtenhefts sind erfüllt worden, was vom Auftragnehmer bestätigt wurde. Alle Projektunterlagen wurden nach den im Hause effeff Fritz Fuss üblichen Verfahren archiviert.
Im Rahmen dieser Diplomarbeit war eine komplette Testanordnung zu entwickeln. Die Entwicklung
umfaßte dabei die Analyse der bisherigen Testbedingungen, die Überarbeitung und die Erweiterung
der Testvorschläge.
Daraus entstand das Pflichtenheft, welches die Grundlage für das Projekt darstellte. Entsprechend
den darin definierten Anforderungen wurde das Projekt in Phasen aufgeteilt.
Zuerst mußte ein Kommunikationsprotokoll ausgearbeitet werden, welches in der Lage ist, mit den
bisherigen Testgeräten Informationen auszutauschen. Auch der Entwurf der entsprechenden
Hardware war Bestandteil dieser Phase.
Nachdem diese Kommunikations-Voraussetzungen geschaffen waren, wurde die Zusatzhardware
sowie die BETA-Simulation entworfen, und letztere auch realisiert. Im Zuge der Inbetriebnahme
der BETA-Simulation wurden erste Erfahrungen im Umgang mit dem Testprint und den
vorhandenen Softwarewerkzeugen gemacht. Nach erfolgreichem Abschluß dieser Projektphase
wurde mit der Implementierung der Testschritte begonnen.
Da die Realisierung der Testalgorithmen nicht ausschließlich im Softwarebereich stattfand, war die
ständige Anpassung und Erweiterung der BETA-Simulation auch Bestandteil der
Implementierungsphase. Diese war der umfangreichste Projektteil, was auch in der Zeitplanung
entsprechend vorgesehen war.
Der Übergang zur letzten Projektphase ist fließend, da auch schon während der Implementierung
einige Testschritte zusammen mit dem BETA-Stapelverarbeitungsprogramm in Betrieb genommen
wurden. Allerdings wurden in dieser Phase doch noch einige Anpassungen durchgeführt,
umfangreichere Änderungen waren nicht notwendig
Die Erstellung der Dokumentation sowie der Test der entwickelten Anordnung bildeten den
Abschluß des Projektes.
Der gesamte Projektablauf fand kontinuierlich statt, Verzögerungen in einzelnen Phasen konnten
durch den frühzeitigen Abschluß ausgeglichen werden. Alle im Pflichtenheft definierten Anforderung
wurden erfüllt, und somit konnte die Diplomarbeit zu einem erfolgreichen Abschluß gebracht
werden.
Bei der Bearbeitung des Projektes wurde klar, daß bei der Anpassung von Weiterentwicklungen
die Abwärtskompatibilität immer einen Kompromiß darstellt. Durch die Eigenschaften des hier zum
Einsatz kommenden BETA-Testers mußten zahlreiche Konventionen eingehalten und Anpassungen
vorgenommen werden, die in modernen Testsystemen entsprechender Anbieter bereits integriert
sind.
Der BETA-Tester mag sicher seine Existenzberechtigung im Bereich einfacher Logikschaltungen
haben, zum Test von komplexen Mikrocomputerkarten sollte seine Eignung nochmals überdacht
werden. Zwar wurde durch die vorliegende Diplomarbeit gewisse Grundlagen zur Adaption von
Rechnerprints an die BETA-Umgebung geschaffen. Diese beschränken sich aufgrund der
Individualität solcher Prints jedoch auf das Kommunikationsprotokoll und die generelle
Verfahrensweise. Speziell die Erstellung und Wartung der BETA-Stapelverarbeitungsdatei ist
aufgrund der Unübersichtlichkeit keine einfache Aufgabe.
Vielmehr sollte über die Verwendung moderner Testverfahren, wie z.B. dem Boundari-Scan oder
dem Background-Debug-Mode, nachgedacht werden. Weiterhin sollte bereits bei der Entwicklung
neuer Hardwarebaugruppen über die möglichen Testverfahren nachgedacht werden, um so eine
schnellere Produktentwicklung zu ermöglichen.
DIPLOM.HTM Version 2.4 Last changed 20.10.2013 wez
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}